
Corona Treatment, Surface Energy & Dyne Testing Explained for Graphic Printers
There’s a frustrating problem that shows up in graphic printing, label printing, and packaging work.
The print looks fine initially.
The ink appears to wet out properly.
The coating seems to cover evenly.
Then later, it fails.
The ink scratches off.
The coating lifts.
Adhesion breaks down during converting, laminating, or handling.
When this happens, many printers blame the ink first.
But with plastic substrates, the real issue often starts before the ink ever touches the surface.
👉 surface energy.
And this is where corona treatment and dyne testing become critical.
What is surface energy?
Surface energy is the ability of a substrate’s surface to attract and hold a liquid.
In printing, that liquid could be:
solvent ink
UV ink
varnish
adhesive
laminate coating
If the surface energy is too low, the liquid struggles to wet out properly.
Instead of spreading evenly and bonding to the substrate, the ink may:
bead up
shrink back
sit on top of the surface
or fail adhesion later
This is why two plastics can behave completely differently under the same print conditions.
One prints perfectly.
The next looks almost identical but refuses to hold ink properly.
Why plastics are difficult to print
Many plastics used in graphic printing are naturally low-surface-energy materials.
Common examples include:
polyethylene (PE)
polypropylene (PP)
PET
PVC
BOPP films
synthetic label stocks
Ferrarini & Benelli list polyethylene, polypropylene, PET, PVC, polystyrene, polyamide, PTFE, and recycled plastics as materials suitable for dyne testing to determine whether inks, varnishes, adhesives, or coatings will adhere correctly.
For graphic printers, this matters because even aggressive solvent inks still rely on the substrate being receptive enough to allow proper wetting and adhesion.
A strong ink system cannot fully compensate for a poor surface.
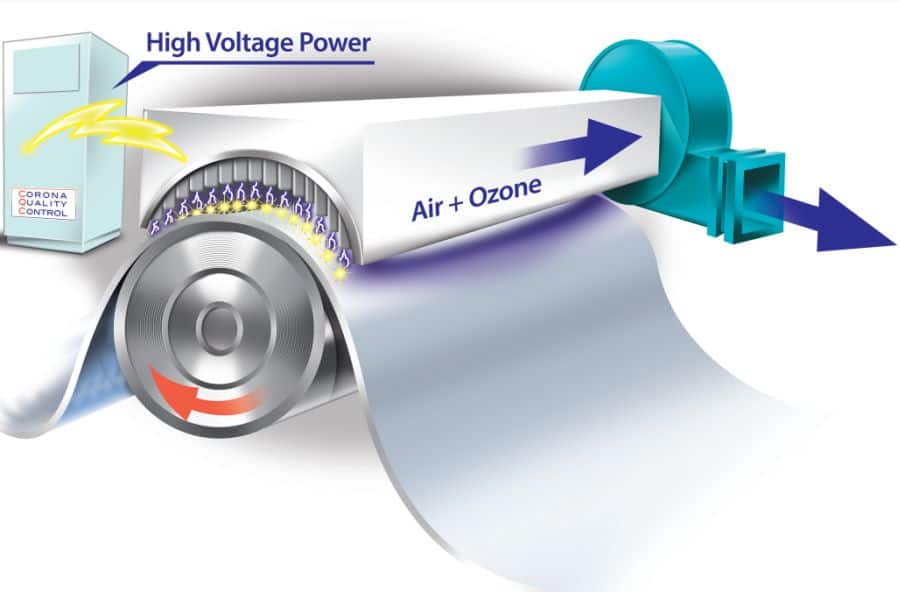
What is corona treatment?
Corona treatment is a surface treatment process that uses high-voltage electrical discharge to increase the surface energy of a material.
In simple terms:
👉 it makes difficult plastics easier to print on.
The treatment modifies only the outer surface of the substrate, making it more receptive to:
inks
coatings
adhesives
laminates
Ferrarini & Benelli explain that corona treatment improves later processes such as printing, laminating, and bonding by increasing surface tension.
For printers, this is the key point:
Corona treatment doesn’t change the entire substrate.
It changes the surface — which is where adhesion either succeeds or fails.
Why this matters for solvent ink printing
A lot of graphic printers assume solvent inks will simply “bite” into plastic.
Sometimes they do.
But solvent ink still needs:
proper wetting
enough surface energy
and a stable substrate surface
Without that, the print may initially look acceptable but later fail under:
abrasion
cutting
lamination
rewinding
handling
outdoor exposure
This is why surface preparation should be viewed as part of print quality — not a separate technical process.

Beginner explanation: wetting vs adhesion
An easy way to visualise surface energy is to think about water on a freshly waxed car.
The water beads because the surface does not want to accept it.
That’s poor wetting.
Now imagine the same thing happening with ink on plastic film.
If the ink cannot properly spread and maintain contact with the substrate, it has a weak foundation for adhesion.
Poor wetting usually leads to poor adhesion.
Corona treatment helps by increasing the substrate’s ability to accept the ink evenly.
Which substrates may need corona treatment?
Corona treatment is commonly used on:
PE
PP
PET
PVC
BOPP films
flexible packaging materials
synthetic label stocks
plastic-coated paper
Ferrarini & Benelli also note that corona treatment can be used on metals and plastic-coated papers depending on the application.
For graphic printers, the important mindset is:
👉 don’t assume a plastic substrate is ready for printing just because it looks printable.

Why dyne testing matters
Dyne testing measures the surface energy of a substrate.
It helps determine whether the surface is likely to properly accept:
- ink
- coatings
- adhesives
- laminates
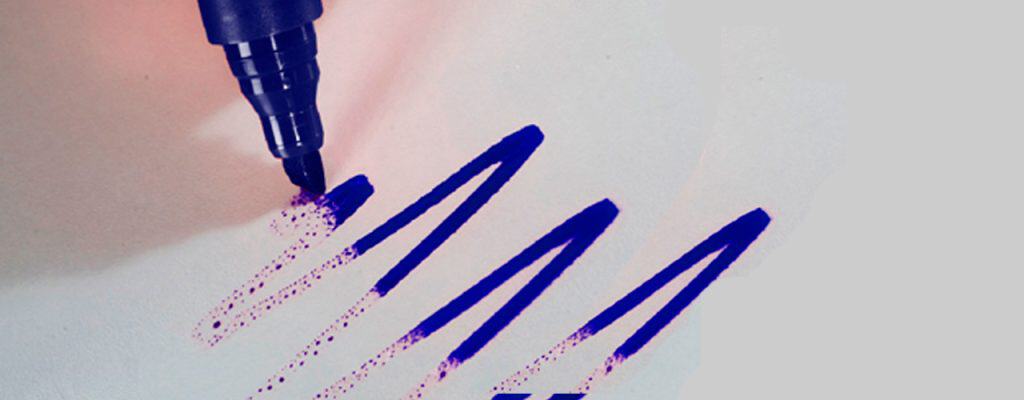
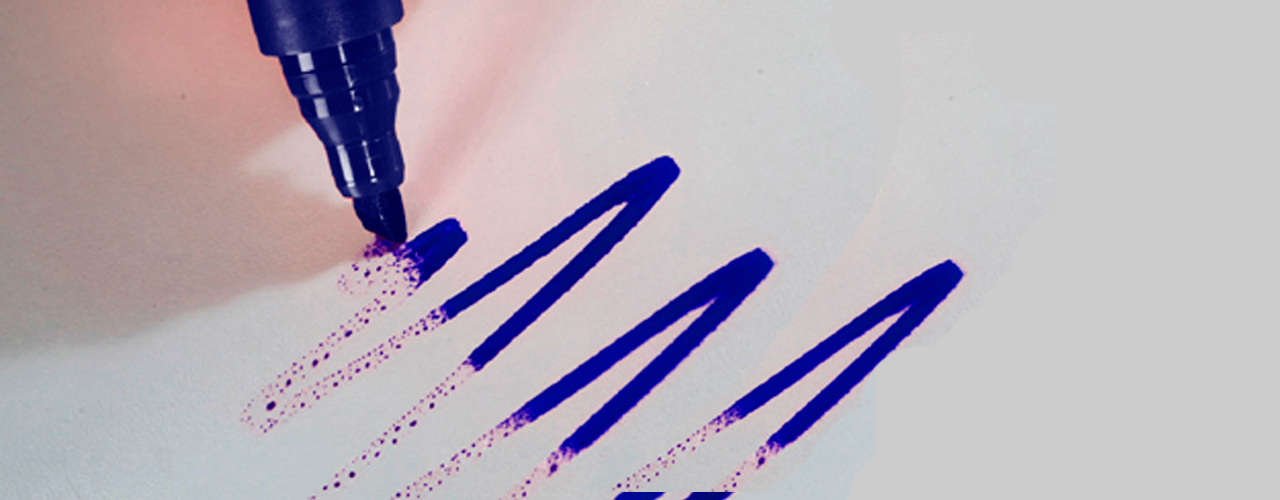
A dyne test liquid or pen is applied to the substrate surface.
If the liquid:
- beads quickly
- breaks apart
- or shrinks away
the surface energy is too low.
If it spreads evenly for long enough, the substrate is more likely to support reliable adhesion.
Ferrarini & Benelli explain that if dyne test liquid breaks into droplets within two seconds, the surface tension is insufficient for proper adhesion.
This matters because a substrate can visually appear printable while still failing later in production.
Your eyes cannot measure surface energy.
A dyne test can.
The “38 dyne” conversation

In many production environments, 38 dyne/cm is treated as a practical benchmark for printability.
Ferrarini & Benelli note that 38 dyne is commonly used because many inks and adhesives still have surface tensions above this level.
That doesn’t mean 38 dyne guarantees success for every job.
It simply acts as a useful production checkpoint.
Actual performance still depends on:
- adhesion requirements
- the ink system
- coating chemistry
- substrate type
- end-use conditions
Why corona treatment can fade over time
One of the biggest misunderstandings around treated materials is assuming the treatment lasts forever.
It often doesn’t.
Surface energy can reduce over time depending on:
- storage conditions
- contamination
- humidity
- additives migrating to the surface
- handling
Ferrarini & Benelli recommend inline treatment close to production because corona treatment effectiveness can reduce over time.
This is important for printers because a supplier may genuinely ship treated material — but by the time it reaches production, the surface may no longer behave the same way.
That’s why dyne testing is a production control tool, not just a supplier check.

Where graphic printers get caught out
The biggest mistake is assuming:
“It printed fine once, so it’ll always print fine.”
Low-surface-energy materials don’t always behave consistently.
A different material batch may behave differently.
A roll stored longer may behave differently.
A recycled film may behave differently.
This is where many adhesion issues begin.
The print passes the eye test initially — then later fails:
- tape tests
- scratch tests
- coating tests
- or customer-use conditions
Corona treatment vs dyne testing
It helps to separate these clearly.
Corona treatment
Prepares the surface by increasing surface energy.
Dyne testing
Checks whether the surface is actually ready for printing or coating.
One modifies the surface.
The other verifies it.
Both matter.
Practical workflow for graphic printers
Before printing or coating difficult plastic substrates:
- Test the surface
- Check the dyne level
- Treat the material if necessary
- Test again
- Run real adhesion testing with your intended ink or coating system
That may seem like extra work.
But it’s much cheaper than discovering adhesion failure after production.
Practical takeaway
If you’re printing with solvent inks on plastics or synthetic materials, don’t just ask:
“Will this ink stick?”
Ask:
“Is this surface ready to accept the ink?”
That’s the better question.
Because ink adhesion starts before the ink touches the substrate.
Final thought
Corona treatment and dyne testing are not just technical extras.
They are production controls.
For graphic printers working with plastics, films, labels, and packaging materials, understanding surface energy can be the difference between:
- a print that only looks good initially and
- a print that actually performs long term
Want more like this?
We break down real production problems like this based on what we’re seeing in shops every day.
If you want more technical insights, setup tips, and practical fixes—join the email list and stay in the loop – Sign up here
FAQs
What is corona treatment in printing?
Corona treatment increases the surface energy of a substrate so inks, coatings, adhesives, and laminates can wet out and bond more effectively.
Why do plastic substrates need corona treatment?
Many plastics naturally have low surface energy, making it difficult for inks and coatings to properly adhere.
Corona treatment makes the surface more receptive.
What is dyne testing used for?
Dyne testing measures surface energy to determine whether a substrate is suitable for printing, coating, laminating, or bonding.
Can corona treatment wear off?
Yes. Surface energy can reduce over time due to storage conditions, contamination, and additive migration.
That’s why testing near production is important.
Do solvent inks still require treated material?
Often yes.
Even aggressive solvent inks still rely on proper wetting and surface energy to achieve reliable adhesion.



{kind=link}